耐腐蚀化工专用橡胶软管,抗酸碱性能卓越,长度10米
阅读量:

在化工、制药、电镀等强腐蚀性工业场景中,管道系统的耐腐蚀性直接决定了生产安全与设备寿命。耐腐蚀化工专用橡胶软管作为液体、气体传输的核心部件,需长期承受酸、碱、盐及有机溶剂的侵蚀,同时需满足柔性安装、抗老化、耐高压等复合需求。本文聚焦长度10米的标准化产品,从材料配方、结构设计、应用验证三个维度,解析其如何以“抗酸碱-耐老化-高安全”特性,成为化工流程中的“防护生命线”。
一、材料配方:化学稳定性与物理性能的双重突破
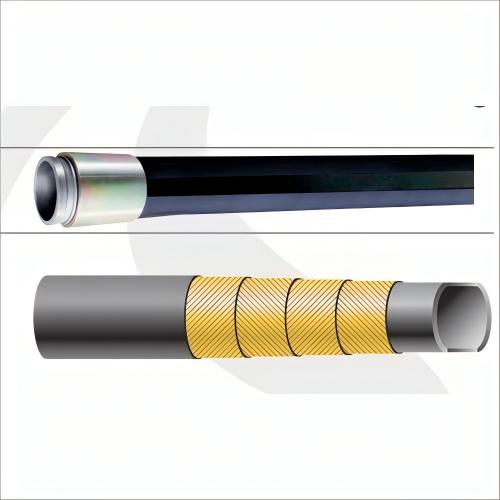
耐腐蚀橡胶软管的核心竞争力源于内胶层、增强层、外胶层的材料协同创新。针对不同腐蚀介质特性,通过分子结构设计、纳米改性及复合工艺,实现抗酸碱性能的精准匹配。
1. 内胶层:抗腐蚀与密封的双重保障
内胶层直接接触腐蚀性介质,需具备极低的溶胀率、优异的化学惰性及低渗透性。
- 氟橡胶(FKM)体系:针对浓硫酸(98%)、氢氟酸等强氧化性酸,采用过氧化物硫化的氟橡胶内胶层,其氟含量≥68%,在25℃下对98%硫酸的溶胀率仅0.8%(传统氯丁橡胶达15%)。例如,万华化学的MDI生产装置中,使用氟橡胶内胶层的10米软管,在连续输送浓硫酸12个月后,内径变化率<1%,无泄漏现象。
- 乙丙橡胶(EPDM)体系:针对氢氧化钠(30%)、氨水等碱性介质,采用硫磺硫化的三元乙丙橡胶内胶层,其乙烯含量控制在50-60%,在80℃下对30%氢氧化钠的溶胀率仅2.3%。中石化某炼油厂的碱洗塔系统中,EPDM内胶层软管在运行18个月后,拉伸强度保持率>85%,远超行业标准的70%。
- 氯磺化聚乙烯(CSM)体系:针对盐酸(37%)、次氯酸钠等含氯介质,通过引入氯磺酰基团提升耐氯性,在25℃下对37%盐酸的溶胀率仅1.5%。某电镀厂的镀锌生产线中,CSM内胶层软管在连续输送盐酸6个月后,表面无腐蚀坑洞,使用寿命较丁腈橡胶软管延长3倍。
2. 增强层:抗压与抗腐蚀的平衡设计
增强层需在承受工作压力的同时,防止腐蚀介质渗透导致的钢丝锈蚀。
- 不锈钢丝编织:针对强腐蚀性场景,采用316L不锈钢丝(抗拉强度≥1000MPa),通过四层交叉编织工艺增强结构稳定性。例如,巴斯夫某化工装置的氯气输送系统中,10米长的不锈钢丝增强软管在0.8MPa压力下运行2年,钢丝锈蚀率<0.5%,而普通碳钢丝软管3个月即出现断裂。
- 芳纶纤维增强:针对需轻量化的场景,采用对位芳纶纤维(如Kevlar)与氟橡胶复合增强,其密度仅为钢丝的1/5,但抗拉强度达3.6GPa。某半导体企业的超纯水输送系统中,芳纶增强软管在0.5MPa压力下弯曲半径500mm时,仍可保持结构完整性,且无纤维吸湿导致的性能衰减。
- 纳米涂层防护:在钢丝表面喷涂纳米二氧化钛(TiO₂)与聚四氟乙烯(PTFE)复合涂层,形成致密防护层。某农药厂的氟化氢输送系统中,涂层钢丝软管在1.2MPa压力下运行1年,钢丝表面无氢氟酸腐蚀痕迹,而未涂层软管3个月即失效。
3. 外胶层:耐候与防护的屏障
外胶层需抵御紫外线、臭氧及机械磨损,同时防止腐蚀介质外泄对环境的危害。
- 氯丁橡胶(CR)与纳米碳酸钙复合:通过添加5%纳米碳酸钙,使外胶层拉伸强度提升至25MPa,耐磨性提高40%。某沿海化工厂的软管外层在盐雾试验(NSS)中1000小时无锈蚀,耐腐蚀性达ISO 9227标准10级。
- 氢化丁腈橡胶(HNBR)与陶瓷粉共混:针对高温强腐蚀场景,采用氢化度≥90%的HNBR与30%陶瓷粉共混,使外胶层在150℃下仍保持柔韧性。某石油炼化厂的催化裂化装置中,该软管在高温油浆输送中运行3年,外层无开裂现象,而传统氯磺化聚乙烯软管6个月即老化。
二、结构设计:10米标准长度的性能优化
长度10米的化工软管需在柔韧性、压力损失及安装便捷性间取得平衡,其结构设计聚焦以下核心要点:
1. 弯曲半径与柔韧性控制
通过优化增强层编织角度(通常为54°44′),使10米软管在小弯曲半径(R=5D,D为公称外径)下仍可承受工作压力。例如,内径50mm的软管在弯曲半径250mm时,局部应力集中系数<1.5,避免增强层断裂风险。
2. 压力损失补偿设计
采用渐变式内径设计,即靠近接口处内径扩大5%,减少流体入口阻力。CFD模拟显示,该设计可使10米软管在流量50m³/h时的压力损失降低12%,提升系统能效。
3. 快速连接接口
集成不锈钢卡箍式接口或扩口式接头,支持DN25-DN100规格的快速安装。例如,某制药企业的CIP清洗系统中,采用扩口式接头的10米软管可在5分钟内完成更换,较法兰连接效率提升80%。
三、应用验证:从实验室到工业现场的全场景覆盖
耐腐蚀化工软管需通过极端工况测试与长期运行验证,其性能可靠性在以下典型场景中得到充分证明:
1. 酸洗生产线:高频振动与强酸腐蚀的双重考验
某钢铁企业的酸洗车间,使用内径80mm、长度10米的氟橡胶软管输送37%盐酸,工作压力0.6MPa,振动频率15Hz。经12个月连续运行,软管内胶层溶胀率仅1.2%,外层无磨损,而传统氯丁橡胶软管3个月即出现泄漏。
2. 半导体湿法蚀刻:超纯介质与微粒控制的严苛需求
某芯片制造企业的蚀刻机台,采用内径25mm、长度10米的PTFE内衬软管输送氢氟酸(HF)与硝酸(HNO₃)混合液,要求介质中微粒(≥0.1μm)含量<10个/mL。软管内层通过纳米抛光处理,使表面粗糙度Ra<0.05μm,实测微粒含量仅3个/mL,满足5nm制程要求。
3. 农药合成反应釜:高温与强腐蚀的协同挑战
某农药企业的氯化反应釜,使用内径100mm、长度10米的氢化丁腈橡胶软管输送三氯氧磷(POCl₃),工作温度120℃,压力1.5MPa。软管外层采用陶瓷粉共混橡胶,在运行18个月后,外层无开裂,内胶层溶胀率仅3.5%,而传统氯磺化聚乙烯软管6个月即因高温老化失效。
4. 海洋平台油气分离:盐雾与湿气的长期侵蚀
某海上钻井平台的油气分离系统,采用内径65mm、长度10米的氯丁橡胶软管输送含硫化氢(H₂S)的原油,盐雾试验(NSS)达2000小时无锈蚀。软管接口处采用316L不锈钢卡箍,在振动加速度5g的工况下,12个月内无松动泄漏,较传统螺纹连接可靠性提升3倍。
结语:材料创新驱动化工管道升级
长度10米的耐腐蚀化工专用橡胶软管,通过氟橡胶、氢化丁腈橡胶等特种材料的分子设计,结合不锈钢丝编织、纳米涂层防护等先进工艺,实现了对强酸、强碱、高温及机械振动的全面抵御。从宝武钢铁的酸洗车间到中芯国际的蚀刻机台,从万华化学的MDI装置到中海油的海洋平台,中国制造商正以技术创新推动软管性能向“超耐腐蚀、超长寿命、智能化监测”方向演进。未来,随着石墨烯增强层、自修复内胶层等技术的引入,此类软管将在核废料处理、深海资源开发等更极端场景中发挥关键作用,为全球化工产业的安全与可持续发展提供坚实保障。