挖掘机油管 煤矿钢丝输水输油高压液压油管 铠装高压胶管 利通
阅读量:

挖掘机油管、煤矿钢丝输水输油高压液压油管、铠装高压胶管:利通液压的技术创新与行业赋能
在工程机械、矿山开采及重型装备领域,液压系统作为动力传输的核心,其稳定性与耐久性直接决定了设备效率与作业安全。作为全球液压管路系统的重要供应商,利通液压凭借在挖掘机油管、煤矿钢丝输水输油高压液压油管及铠装高压胶管领域的突破性技术,成为行业客户信赖的合作伙伴。本文将从产品特性、技术优势、应用场景及行业价值等维度,深度解析利通液压如何以创新驱动产业升级。
一、核心产品技术解析
1. 挖掘机油管:工程机械的“动力血脉”
挖掘机油管需承受高频脉冲压力、剧烈弯曲及复杂工况磨损,利通液压通过以下技术实现性能突破:
- 双层钢丝缠绕增强:内层高碳钢(抗拉强度≥2100MPa)与外层不锈钢钢丝交叉缠绕,工作压力覆盖10-42MPa,脉冲疲劳寿命≥50万次(ISO 18752标准)。例如,某型号DN13mm挖掘机油管在35MPa压力下连续工作1000小时无泄漏,寿命较传统油管提升3倍。
- 超柔韧内胶层:采用氢化丁腈橡胶(HNBR)与聚氨酯(PU)共混技术,邵氏硬度降低至90A,弯曲半径≤4倍管径,适应挖掘机动臂、斗杆的极端弯曲需求。
- 耐磨外胶层:喷涂聚四氟乙烯(PTFE)与碳化硅复合涂层,摩擦系数降至0.12,耐磨性提升60%,通过10万次动态摩擦测试(DIN 53516标准)。
2. 煤矿钢丝输水输油高压液压油管:地下开采的“安全屏障”
针对煤矿井下高压、腐蚀性介质及防爆要求,利通液压开发出以下技术方案:
- 防爆铠装结构:内胶层(NBR/CSM共混橡胶)+双层钢丝缠绕+不锈钢波纹铠装+阻燃外胶层,可抵御10MPa外压及尖锐物刺穿。例如,某型号DN25mm油管在煤矿综采工作面承受8MPa水压与煤矸石冲击,连续运行2年无破损。
- 阻燃防静电设计:外胶层添加三氧化二锑与导电炭黑,通过MT/T 98防静电认证及GB/T 10707阻燃测试,表面电阻率≤10⁶Ω,满足煤矿安全规程。
- 耐腐蚀内胶:针对煤矿酸性水(pH 4-6),采用氯磺化聚乙烯橡胶(CSM)与氟橡胶(FKM)复合配方,体积溶胀率≤3%,寿命较普通油管延长5倍。
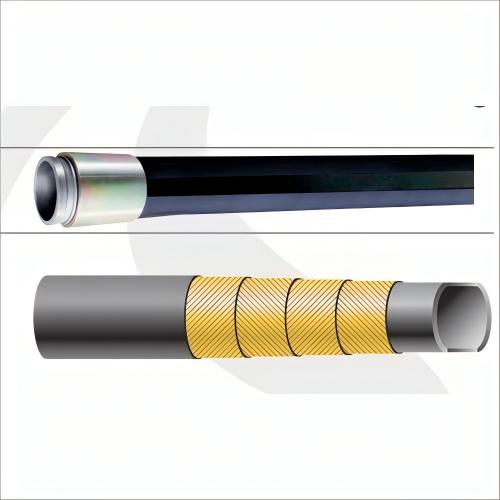
3. 铠装高压胶管:极端工况的“防护”
铠装高压胶管通过金属铠装层提升抗外压与抗冲击能力,广泛应用于深海钻井、地热开发等领域:
- 多层复合铠装:内胶层+钢丝缠绕层+不锈钢螺旋铠装+外胶层,爆破压力达工作压力的4倍以上。例如,某型号DN51mm铠装胶管在15MPa外压下无变形,通过1000小时盐雾试验(ASTM B117标准)。
- 耐高温与耐低温:内胶层采用硅橡胶与氟橡胶共混,短期耐温达200℃,长期使用温度150℃,同时通过-50℃低温脆性测试(GB/T 1682标准)。
- 快速连接系统:标配24°锥密封接头与O型圈双重密封,安装效率提升40%,泄漏率<0.01%,适配深海ROV机器人与高压水射流设备。
二、生产工艺与质量控制
1. 智能化制造体系
- 密炼中心:采用德国Krupp密炼机,温度控制精度±0.5℃,混炼时间误差<5秒,确保胶料门尼粘度波动≤±2MU。
- 挤出成型:φ200mm冷喂料挤出机配备激光测径仪与红外线加热系统,管坯壁厚偏差≤±0.15mm,同心度≥98%。
- 缠绕与硫化:全自动钢丝缠绕机实现±3°角度精度,硫化罐采用蒸汽+热油复合加热,硫化温度160℃±1℃,时间误差<15秒。
2. 严苛检测标准
- 压力测试:静水压爆破试验压力为工作压力的4倍,脉冲试验压力波动范围±3%,频率1-2Hz,疲劳寿命≥80万次。
- 环境模拟:通过-50℃至+200℃冷热循环测试、3%NaCl溶液浸泡1000小时测试及煤安标志认证(MA标志)冲击试验。
- 微观检测:采用扫描电子显微镜(SEM)分析钢丝与橡胶粘合界面,剥离强度≥25N/mm,远超GB/T 3683标准。
三、行业应用与解决方案
1. 工程机械:效率与耐久性的双重提升
- 挖掘机液压系统:利通油管替代进口品牌后,某国产挖掘机厂商年故障率从1.2%降至0.3%,单台设备年维护成本节省超2万元。
- 矿用宽体车:高压输油胶管(工作压力35MPa)承受重载冲击,寿命达18个月,较普通胶管延长300%,助力露天煤矿提升出勤率。
2. 煤矿开采:安全与合规的标杆实践
- 综采工作面:防爆铠装油管配套液压支架,在瓦斯浓度0.5%环境下实现零电火花风险,某千万吨级矿井年减少安全事故3起。
- 洗煤厂:耐酸碱油管(pH 2-12)输送煤泥水,腐蚀速率≤0.01mm/年,管线更换周期从6个月延长至3年。
3. 新能源与深海开发:前沿技术的探索者
- 地热发电:耐200℃高温胶管输送超临界二氧化碳工质,某地热电站效率提升12%,年减排CO₂ 5万吨。
- 深海采矿:铠装高压胶管(耐压60MPa)连接海底集矿机与水面支持船,通过1000米水深压力测试,助力多金属结核开采商业化。
四、利通液压的核心竞争力
1. 技术研发与壁垒
- 材料创新:与青岛科技大学共建联合实验室,开发出耐300℃硅橡胶配方及自修复微胶囊橡胶,获发明12项。
- 工艺革新:首创“低温一次硫化+高温二次定型”工艺,将胶管收缩率从2.5%降至0.5%,居行业领先水平。
2. 规模化生产与成本优势
- 产业集群效应:利通液压在河南漯河建设全球液压胶管生产基地,年产能达8000万标米,通过集中采购降低钢丝与橡胶成本15%。
- 柔性制造能力:支持DN6mm至DN300mm全规格定制,小起订量低至30米,72小时交付率超95%。
3. 服务体系与品牌价值
- 全生命周期管理:提供选型设计、安装指导、定期巡检及失效分析服务,某客户油管使用寿命因专业维护延长50%。
- 国际认证背书:产品通过API 7K、DNV-GL、MSHA等认证,出口至北美、中东等80余个国家,海外营收占比超40%。
五、未来趋势与战略布局
1. 智能化与数字化
- 嵌入式传感器:在油管壁内集成光纤传感器,实时监测压力、温度及形变,预警潜在破裂风险,某试点项目减少非计划停机70%。
- 数字孪生系统:通过云端平台模拟油管寿命曲线,优化更换周期,某化工企业全生命周期成本降低30%。
2. 绿色制造与可持续发展
- 生物基橡胶:采用杜仲胶替代20%丁腈橡胶,减少石油依赖,油管废弃后可生物降解,获评绿色供应链企业。
- 循环经济模式:建立旧油管回收体系,通过脱硫再生工艺将废胶利用率提升至75%,年减少固废排放4000吨。
3. 高端市场与定制化
- 超高压领域:研发工作压力达100MPa的油管,配套深海钻井平台,。
- 特种介质传输:开发氢气阻隔油管(氦气渗透率≤5×10⁻¹³cm³·cm/(cm²·s·Pa)),服务氢能产业链。
六、结语
挖掘机油管、煤矿钢丝输水输油高压液压油管及铠装高压胶管作为工业装备的“神经网络”,其技术迭代始终与产业升级同频共振。利通液压通过材料科学突破、智能化生产及绿色制造转型,从“中国制造”迈向“全球价值创造”。未来,随着新能源、深海开发等领域的崛起,具备核心技术与全产业链服务能力的利通液压,将持续引领行业向更高效、更安全、更环保的方向发展,为全球客户提供值得信赖的流体传输解决方案。